





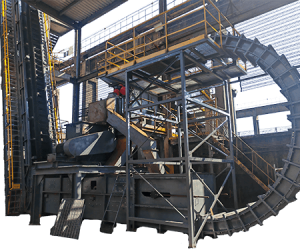




Overhead Belt Conveyors
Elevated belt system for suspended bulk material transportation in spatial constraints.

Overview
The High-Elevation Belt Conveyor is engineered for efficient bulk material and packaged goods transportation in elevated or aerial configurations. Designed to meet stringent industrial standards, this system optimizes material flow in industries such as mining, agriculture, cement production, and logistics. Its robust structure ensures reliable performance across diverse environments while minimizing operational downtime.
Key Features
Design & Compliance
- Versatile Application
- Transports loose bulk materials (e.g., coal, grains, ores) and unit loads (e.g., packaged goods, containers).
- Excludes hazardous, flammable, or radioactive materials unless custom-engineered with additional safety protocols.
- Environmental Adaptability
- Operational temperature range: -25°C to +40°C, ensuring functionality in extreme cold or moderate heat.
- Maximum altitude: 1,000 meters above sea level (customizable for higher elevations upon request).
- Precision Engineering
- Belt alignment tolerance: ≤30 mm deviation from the conveyor centerline (per GB/T standards).
- Smooth operation with noise levels below 75 dB(A), compliant with industrial safety guidelines.
| Parameter | Specification |
| Belt Width | 500–2,000 mm (custom widths available) |
| Belt Speed | 0.8–4.0 m/s (adjustable via variable frequency drives) |
| Capacity | 50–3,000 t/h (material-dependent) |
| Incline Angle | 0°–22° (standard); steeper angles with cleated belts |
| Drive Power | 5.5–200 kW (based on load and configuration) |
| Frame Material | Galvanized steel or corrosion-resistant alloys |
| Safety Features | Emergency stop, anti-slip sensors, overload protection |
- Structural Integrity: Modular truss design with reinforced supports for elevated spans up to 100 meters.
- Belt Tracking: Automatic self-aligning idlers ensure belt centering, reducing wear and maintenance costs.
- Compliance: Aligns with GB/T standards for conveyor construction, safety, and performance. Customizable to ISO, DIN, or CEMA norms for global projects.
- Mining & Quarrying: Transporting ores, aggregates, and processed minerals.
- Agriculture: Grain handling, fertilizer distribution, and silo loading/unloading.
- Ports & Logistics: Bulk cargo loading for ships, container yard operations.
- Manufacturing: Raw material supply to production lines, finished goods sorting.
- Material-Specific Solutions: Abrasion-resistant belts for sharp materials, heat-resistant coatings for high-temperature environments.
- Smart Integration: IoT-enabled monitoring for real-time tracking of belt speed, load, and wear.
- Modular Design: Expandable length, reversible operation, and hybrid configurations (e.g., horizontal-to-incline transitions).
- Durability: Components undergo rigorous testing for 10,000+ hours of continuous operation.
- Energy Efficiency: Regenerative drives reduce power consumption by up to 20%.
- Service Life: Minimum 10-year lifespan under standard operating conditions.
- 24/7 remote diagnostics and on-site maintenance plans.
- Custom engineering support for complex layouts or specialized material handling needs.