





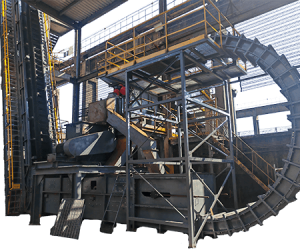




Standard Drag Chain Conveyors
Ideal for sticky material transport using drag chains and troughs.

Overview
The Standard Drag Chain Conveyor is engineered for efficient handling of viscous, adhesive, or semi-solid materials that challenge conventional conveying systems. Utilizing a robust drag-and-scrape mechanism, it ensures reliable transport of sticky substances such as wet clay, sludge, food pastes, and industrial residues. Designed to comply with GB/T standards, this conveyor excels in industries like wastewater treatment, food processing, chemical manufacturing, and construction materials production.
Key Features
Design & Compliance
- Adhesive Material Expertise
- Unique U-shaped trough and overlapping flights prevent material buildup on surfaces.
- Anti-stick coatings (optional) on chains and troughs for high-adhesion substances like tar or syrup.
- Heavy-Duty Construction
- Forged alloy steel chains with hardened scraper blades withstand abrasion and impact loads up to 50 kN/m.
- Sealed design minimizes spillage and dust emissions (<10 mg/m³).
- Flexible Configuration
- Horizontal, inclined (0°–15°), or Z-shaped layouts to fit complex production lines.
- Multi-discharge points for batch processing or distribution systems.
| Parameter | Specification |
| Chain Speed | 0.1–0.5 m/s (variable frequency drive control) |
| Trough Width | 200–800 mm (standard); wider models on request |
| Capacity | 5–200 t/h (material-dependent) |
| Max Material Temperature | 120°C (heat-resistant chains available up to 300°C) |
| Power Range | 3–55 kW (explosion-proof options for hazardous areas) |
| Chain Pitch | 100–250 mm (optimized for material flow) |
| Frame Material | Carbon steel (standard), SS304/316 for corrosive environments |
- Anti-Clogging Mechanism: Adjustable scraper clearance (5–20 mm) accommodates material viscosity changes.
- Sealed Bearings: IP65-rated components protect against moisture and particulate ingress.
- Compliance: Meets GB/T standards for chain conveyor structural integrity, noise levels (<75 dB(A)), and operational safety.
- Wastewater Treatment: Transporting dewatered sludge, grit, and screenings.
- Food Industry: Handling dough, fruit pulp, cheese curds, and confectionery mixtures.
- Building Materials: Cement slurry, mortar, and ceramic clay conveyance.
- Chemical Plants: Transferring polymers, adhesives, and viscous byproducts.
- Material-Specific Upgrades: Teflon-coated troughs, heated jackets, or stainless steel construction.
- Cleaning Systems: CIP (Clean-in-Place) nozzles for food-grade applications.
- Smart Monitoring: IoT sensors for chain tension, wear detection, and predictive maintenance alerts.
- Zero Sticking Guarantee: Proprietary trough-scraper geometry reduces material retention by 90% vs. standard designs.
- Low Maintenance: Chain lifespan exceeds 15,000 hours under typical operating conditions.
- Energy Efficiency: Optimized drive systems reduce power consumption by 25% compared to screw conveyors.
- Rapid ROI: 12–18-month payback period through reduced downtime and cleaning costs.
- Material Compatibility: Suitable for bulk densities up to 2.5 t/m³ and particle sizes ≤100 mm.
- Installation: Pre-assembled modules enable on-site deployment in 3–5 days.
- Warranty: 2-year coverage on chains and drives, extendable to 5 years with service contracts.