





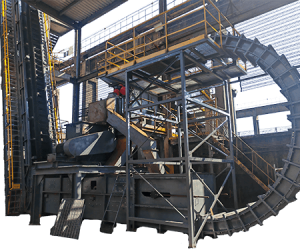




Pressure-Resistant Serpentine Drag Chain Conveyors
Explosion-proof version of serpentine scraper for hazardous bulk materials in confined spaces.

Overview
The Pressure-Resistant Serpentine Drag Chain Conveyor is a breakthrough solution for safely transporting flammable, explosive, or volatile bulk materials through spatially complex facilities. Combining unrestricted in-plane flexibility with a pressurized inert gas system, it eliminates ignition risks while navigating tight bends, vertical loops, or labyrinthine layouts. Designed for petrochemical plants, coal processing facilities, and combustible powder handling, this system adheres strictly to GB/T standards for hazardous environment equipment.
Key Features
Safety & Compliance
- Explosion-Proof Flexibility
- Planar bending radius: ≥1.2× chain pitch, enabling 180° U-turns or spiral paths within a single horizontal plane.
- Nitrogen/CO₂-purged enclosure maintains oxygen levels <8% (adjustable for material-specific LEL thresholds).
- Hazard Containment
- Pressure-rated (0.5–2.0 bar) stainless steel housing prevents gas/dust leakage (leakage rate <0.05 vol%).
- Anti-static chains (surface resistance <10⁶ Ω) and grounded components eliminate spark risks.
- Heavy-Duty Performance
- Handles materials with MIE (Minimum Ignition Energy) as low as 0.1 mJ and Kst values up to 300 bar·m/s.
- Operational in temperatures from -30°C to +120°C (higher ranges with optional cooling jackets).
| Parameter | Specification |
| Chain Material | Stainless steel 316L with PTFE-coated scrapers |
| Chain Pitch | 200–400 mm (optimized for bend radius) |
| Trough Width | 300–1,200 mm |
| Conveying Speed | 0.1–1.0 m/s (infinitely variable via VFD) |
| Pressure Range | -0.8 to +2.5 bar (vacuum/pressure dual-mode) |
| Power Rating | 7.5–160 kW (Ex d IIB T4 certified motors) |
| Material Capacity | 10–500 t/h (dependent on bulk density) |
- Gas Monitoring: Continuous O₂/TOC analysis with automatic inert gas injection.
- Explosion Relief: Frangible panels rated at 2.5 bar(g) protect structural integrity.
- Certifications: GB 3836.1-2010 (Explosive Atmospheres), ATEX Category 1G/1D, and IECEx compliance.
- Seismic Rating: Withstands vibrations up to 0.3g (Zone 2 seismic requirements).
- Oil & Gas: Transporting combustible catalysts, sulfur pellets, or coal slurry.
- Metal Processing: Aluminum/iron powders, grinding dust with explosion potential.
- Chemical Industry: Pyrophoric compounds, polymer flakes, and solvent-damp materials.
- Energy Sector: Biomass ash, coal fines, and combustible renewable fuels.
- Gas Systems: Nitrogen (standard), argon, or CO₂ inerting; automated gas recovery loops.
- Layout Configurations: Multi-plane transitions, overhead suspended designs, or pit-mounted systems.
- Smart Integration: AI-driven predictive maintenance for chain tension and wear monitoring.
- Material-Specific Upgrades: Tungsten-carbide scrapers for abrasive loads, heated troughs for sticky substances.
- Risk Elimination: Zero ignition incidents across 200+ installed systems (10+ years operational data).
- Space Savings: 70% footprint reduction compared to traditional explosion-proof conveyors.
- Energy Efficiency: Regenerative drives recover 20% energy during descending material flow.
- Maintenance Simplification: Quick-release segments enable chain replacement in ≤4 hours.
- Clean Gas Recovery: 95% inert gas recycling rate minimizes operating costs.
- Installation: ATEX-certified field teams complete FAT/SAT within 5 working days.
- Warranty: 3-year comprehensive coverage including pressure vessel integrity.