Overview
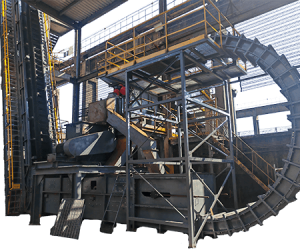
The Serpentine Bucket Elevator, also known as the Z-Type Elevator, redefines vertical material handling with its unique planar bending capability. Designed to navigate complex spatial constraints, it combines vertical lifting with horizontal transfers in a single continuous loop. Available in
Pressure-Resistant (for explosive environments) and
Hermetic (for gas-tight operations) configurations, this system serves industries requiring compact layouts and contained material flow, such as chemical processing, food-grade powder handling, and hazardous material logistics.
Key Features
- Multi-Directional Flexibility
- Achieves Z-shaped, C-shaped, or spiral paths within a single plane, minimizing footprint by 50% vs. traditional elevators.
- Minimum vertical-to-horizontal transition radius: 1.8× bucket width.
- Dual Operational Modes
- Pressure-Resistant Type: Withstands internal pressures up to 1.2 bar (explosion suppression); ATEX/IECEx certified.
- Hermetic Type: Leakage rate <0.01 vol% (helium-tested); ideal for toxic/vacuum environments.
- Intelligent Material Handling
- Variable-speed buckets (stainless steel/ultra-high molecular weight polyethylene) prevent segregation of blended materials.
- Automated load balancing adjusts bucket spacing (±5mm) for uneven feed conditions.
Technical Specifications
| Parameter |
Specification |
| Bucket Capacity |
5–300 liters (standard); customizable shapes |
| Lifting Height |
5–60 m (modular sections) |
| Speed Range |
0.3–1.5 m/s (pressure-resistant)
0.2–1.0 m/s (hermetic) |
| Material Temperature |
-30°C to +150°C (standard)
Up to +400°C (ceramic-lined option) |
| Power Requirements |
4–75 kW (regenerative braking available) |
| Pressure Resistance |
0.5–1.5 bar (adjustable purge gas system) |
| Seal Integrity |
IP66 (standard), IP69K (hermetic) |
Design & Compliance
- Explosion Protection: Pressure-resistant models feature rupture discs (2.0 bar burst rating) and nitrogen inerting.
- Cleanroom Compatibility: Hermetic version achieves ISO Class 5 particulate standards with CIP/SIP capabilities.
- Structural Compliance: Meets GB/T standards for bucket elevator safety margins (1.5× max load), vibration (<2.5 mm/s RMS), and noise (<78 dB(A)).
Applications
- Chemical Plants: Vertical transfer of explosive polymer pellets or solvent-damp powders.
- Pharmaceuticals: Contained handling of APIs, vaccines, and oxygen-sensitive compounds.
- Food Industry: Hygienic elevation of flour, spices, and instant drink powders.
- Waste-to-Energy: Combustible biomass/refuse-derived fuel (RDF) conveyance.
Configuration Options
| Model |
Pressure-Resistant Type |
Hermetic Type |
| Housing Material |
Carbon steel (explosion-proof) |
SS316L/electropolished finish |
| Gas System |
N₂/CO₂ purge with O₂ monitoring |
Double mechanical seals + gas recovery |
| Bucket Attachment |
Anti-spark stainless chains |
PTFE-coated silent belts |
| Typical Use Case |
Coal dust, metal powders |
Toxic catalysts, vitamin blends |
Why Choose Our Z-Type Elevator?
- Space Optimization: Replaces multiple conveyors with a single serpentine path, reducing floor space by 60%.
- Zero Cross-Contamination: Dedicated material channels with quick-release cleaning hatches.
- Energy Recovery: Regenerative drives reclaim 15% energy during descending cycles.
- Smart Diagnostics: IoT-enabled sensors monitor bucket wear (±0.1mm), belt tension, and gas purity.
Operational Guarantees
- Explosion Safety: Pressure-resistant models certified for Zone 20/21/22 (ATEX 2014/34/EU).
- Maintenance Interval: 20,000-hour service life for chains/belts under standard loads.
- Delivery: 12–18 weeks (standard), expedited options for hermetic systems.
Contact us to configure a Pressure-Resistant or Hermetic Z-Type Elevator tailored to your material containment challenges.
Note: All designs comply with GB/T safety frameworks. Certifications include ISO 9001.