





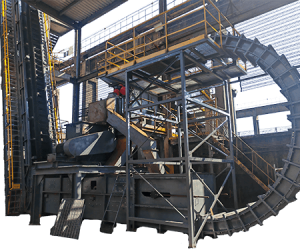




Bearingless Screw Conveyor
Clog-free screw conveyor eliminating intermediate hanger bearings.

Overview
The Bearingless Screw Conveyor is engineered to eliminate material blockage in sticky, fibrous, or semi-solid substance handling. By removing traditional intermediate hanger bearings, this design ensures uninterrupted flow for challenging materials like dewatered sludge, food paste, and polymer flakes. Ideal for long-distance horizontal conveying, it serves wastewater treatment plants, food processing facilities, and biomass handling operations with GB/T-compliant reliability.
Key Features
Design & Compliance
- Zero Blockage Guarantee
- Absence of central bearings prevents material buildup, achieving >99% uptime in sticky material applications.
- Reinforced spiral blades (10–30 mm thickness) withstand torque up to 5,000 N·m.
- Extended Reach
- Single-section lengths up to 40 meters without intermediate supports.
- Modular design allows incremental extensions up to 120 meters.
- Low Maintenance
- Sealed-for-life bearings at drive and tail sections (IP66 rating).
- Wear-resistant blade edges (hardness ≥HRC 55) provide 20,000+ hour service life.
| Parameter | Specification |
| Screw Diameter | 150–800 mm (standard); customized up to 1,200 mm |
| Rotational Speed | 10–120 rpm (variable frequency drive control) |
| Capacity | 2–300 m³/h (material-dependent) |
| Max Conveying Length | 40 m (single unit), 120 m (modular) |
| Power Range | 1.5–75 kW (energy recovery options available) |
| Material Temperature | -20°C to +200°C (high-temp models up to +450°C) |
| Trough Thickness | 6–20 mm (carbon steel/SS304/316L) |
| Inclination Angle | 0°–20° (standard); up to 30° with cleated blades |
- Anti-Wrapping Design: Central shaftless configuration for fibrous materials (e.g., municipal sludge, crop residues).
- Alignment Precision: Laser-calibrated trough alignment (±1.5 mm/10m) prevents spiral binding.
- Compliance: Meets GB/T 10595 safety standards for screw conveyors, ISO 9001 quality systems, and NSF/3-A sanitary certifications (food-grade models).
- Wastewater Treatment: Dewatered sludge (15–35% DS) conveyance.
- Food Industry: Tomato paste, dough, and confectionery mixtures transfer.
- Biomass Energy: Agricultural waste, wood chips, and digestate handling.
- Chemical Plants: Sticky polymers, adhesives, and hygroscopic powders.
- Blade Enhancements: Tungsten carbide overlays, Teflon coatings, or FDA-grade finishes.
- Smart Monitoring: IoT-enabled vibration sensors predict blade wear (±5% accuracy).
- Special Configurations: U-trough, tubular, or shaftless designs for extreme materials.
- Cleaning Systems: CIP spray nozzles or retractable trough liners.
- Unmatched Reliability: 50% fewer maintenance interventions vs. traditional screw conveyors.
- Energy Efficiency: Optimized pitch-to-diameter ratio reduces power consumption by 30%.
- Material Versatility: Handles bulk densities from 200 kg/m³ (flakes) to 2,500 kg/m³ (minerals).
- Rapid ROI: 8–14 month payback through reduced downtime and cleaning costs.
- Load Testing: Prototype validation at 150% rated torque for 500 hours.
- Warranty: 3-year structural warranty, 1-year wear parts coverage.
- Delivery: 10–16 weeks (standard); expedited options for sanitary models.