





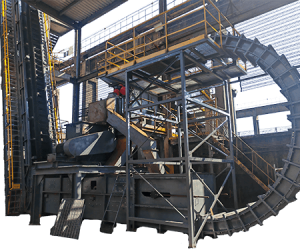




Bearing-Free Twin-Screw Conveyors
Dual-screw system specifically designed for cohesive/sticky material flow.

Overview
The Bearing-Free Twin-Screw Conveyor is a breakthrough solution for handling highly adhesive, viscous, or semi-solid materials. By eliminating intermediate hanger bearings and utilizing dual intermeshing screws, this system prevents material buildup while ensuring smooth, clog-free transport. Designed for industries like food processing, chemical manufacturing, and wastewater treatment, it combines GB/T-compliant reliability with unmatched performance in sticky material applications.
Key Features
Design & Compliance
- Dual Screw Anti-Clogging Design
- Intermeshing screws create self-cleaning action, reducing material adhesion by 90% vs. single-screw systems.
- Torque capacity up to 8,000 N·m for high-viscosity substances (e.g., tar, grease, sludge).
- Extended Unsupported Span
- Operates up to 25 meters without intermediate bearings (modular extensions to 80 meters).
- ±1° alignment tolerance prevents screw jamming under heavy loads.
- Hygienic & Corrosion-Resistant
- Full stainless steel construction (SS304/316L) with electropolished surfaces (Ra ≤0.8 μm).
- CIP/SIP compatibility for food/pharmaceutical applications.
| Parameter | Specification |
| Screw Diameter | 200–800 mm (custom up to 1,200 mm) |
| Screw Pitch | 0.8–1.5× diameter (adjustable) |
| Rotational Speed | 5–60 rpm (variable frequency drive) |
| Capacity | 5–200 m³/h (material-dependent) |
| Power Range | 3–110 kW (regenerative braking optional) |
| Material Temperature | -30°C to +180°C (high-temp models to +400°C) |
| Trough Slope | 0°–30° (steeped trough design available) |
| Pressure Resistance | 0.5 bar (standard), 3 bar (heavy-duty seals) |
- Anti-Twist Mechanism: Dual screw synchronization with <0.5° phase deviation.
- Wear Protection: Tungsten carbide screw edges (HRC 65+) for abrasive materials.
- Compliance: Meets GB/T 10595 (safety), ISO 21457 (material resistance), and 3-A Sanitary Standards.
- Food Processing: Chocolate, peanut butter, and dough conveyance.
- Chemical Industry: Adhesives, silicone gels, and polymer melts.
- Wastewater Treatment: Primary sludge (5–8% DS) and grit removal.
- Energy Sector: Biomass slurry and anaerobic digestate handling.
- Screw Profiles: Ribbon, cut-flight, or paddle designs for specific rheologies.
- Smart Features: IoT-enabled load sensors (±2% accuracy) and predictive maintenance alerts.
- Heating/Cooling: Jacketed troughs (-40°C to +300°C thermal control).
- Explosion Proof: ATEX-certified models with nitrogen purging systems.
- Zero Blockage Guarantee: 100% material discharge efficiency in adhesion tests (ASTM D6394).
- Energy Savings: Dual-screw torque optimization reduces power consumption by 35%.
- Maintenance Minimized: 50,000-hour bearing life with grease-free sealed modules.
- Quick Cleanout: Split trough design enables full access in ≤15 minutes.
- Performance Testing: Validated with 20,000 cP viscosity materials (e.g., toothpaste, epoxy).
- Warranty: 3-year structural warranty, 2-year wear parts coverage.
- Delivery: 12–18 weeks (standard); expedited options for hygienic models.