





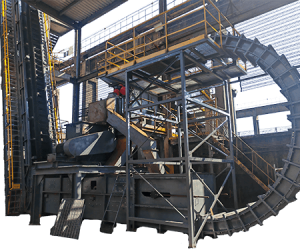




Technical Vision
We deliver fully sealed conveying systems with dust emissions ≤10mg/m³, addressing critical challenges in chemical, metallurgical, and salt industries:
- Dust leakage prevention
- Safe transport of explosive/toxic materials
- Contamination-free handling of high-purity bulk solids
- Compliance with zero-emission standards
Core Innovations
- Self-Correcting Belt Alignment in sealed environments
- Spill-Free Loading for precision material intake
- Self-Cleaning Return Belt eliminating residual buildup
- Auto-Reclaim Systems for stray material recovery
- Active Safety Protocols ensuring fail-safe operations
System Configurations
- Basic Enclosed Conveyors (75% dust reduction with steel/zinc-plated enclosures)
- Pressure-Resistant Sealed Conveyors (Inert gas-filled for explosives like calcium carbide)
- Gas-Tight Conveyors (Dust levels ≤10mg/m³)
- Retrofit Emission Solutions:
① Leak-proof chutes ② Leak-proof + reclaim systems ③ Full-sealed upgrades
Proven Applications
- Clean Bulk Transport: Customized sealed conveyors (belt, bucket, screw) for Qinghai Salt Lake Group and Xinjiang Tianye, achieving zero dust emissions.
- Contaminant-Free Salt Systems: Lithium/sodium/potassium salt solutions for Qinghai Salt Lake and Lanke Lithium.
- 500kT Industrial Salt Plants: Inclined conveyors + passive dust suppression in Xinjiang Hongda and Yihua projects.
- Hazardous Material Safety: Nitrogen-sealed systems for calcium carbide (Xinjiang Tianye) and sulfur powder (Elion Chemical).
- High-Purity Ferroalloy Tech: Integrated washing, screening, and gas-tight conveying for silicon metal production.
- Sterilization Systems: Dual-heat (electric + steam) sanitation meeting EU/US food safety standards.