









Gas-Tight Belt Conveyors
Sealed design for high-dust or eco-sensitive environments, 0°-90° tilt, zero dust leakage.

Product Overview
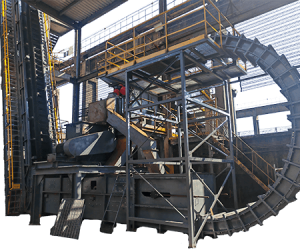
The Gas-Tight Belt Conveyor is a specialized material handling system engineered for high-dust environments or applications requiring stringent environmental protection. Featuring a fully enclosed structure and advanced sealing technology, this conveyor ensures zero dust leakage, making it ideal for industries such as chemical processing, food production, pharmaceuticals, and mining. Its vertical design supports a maximum incline angle of 90°, enabling efficient vertical material transfer while maintaining airtight integrity.
Key Features
Performance Specifications
- Dust-Free Operation
- Hermetic sealing system with reinforced gaskets and dust curtains to eliminate particulate emissions.
- Complies with ISO 14001 and GB 16297 air quality standards for industrial dust control.
- Vertical & Steep-Angle Capability
- Handles inclines up to 90° using corrugated sidewalls or cleated belts for stable material retention.
- Corrosion & Abrasion Resistance
- Stainless steel or polymer-coated enclosures and food-grade/fire-resistant belt options.
- Low Maintenance
- Self-cleaning mechanisms and accessible inspection ports reduce downtime.
| Parameter | Specification |
| Belt Width | 300–1500 mm (standard); customizable for bulk or fine materials. |
| Belt Speed | 0.2–2.5 m/s (adjustable to prevent material spillage). |
| Throughput Capacity | 10–300 t/h (depends on material density and incline angle). |
| Max. Incline Angle | 90° (vertical) with cleated, corrugated, or pocket belts. |
| Enclosure Pressure | -100 Pa to +50 Pa (negative pressure for dust suppression). |
| Power Supply | 5–45 kW electric motor (380V/50Hz); explosion-proof motor available. |
| Sealing Class | IP65 (standard) or IP68 for humid/chemical environments. |
| Operating Temperature | -20°C to +80°C (wider range with thermal insulation). |
| Material Compatibility | Powders, granules, pellets, and fragile items (e.g., pharmaceuticals, carbon). |
- Sealing Integrity
- Tested per GB/T 16911 for dust concentration limits (<1 mg/m³ at discharge points).
- Dual-layer sealing strips and magnetic locks ensure continuous enclosure integrity.
- Vertical Conveying Efficiency
- Cleated belt design with a ≥85% material retention rate at 90° incline (validated via GB/T 36696).
- Belt Alignment & Tracking
- Laser-aligned rollers and automatic tensioning systems limit lateral deviation to ±3 mm (GB Section 5.14).
- Safety & Compliance
- Explosion-proof certification (GB 3836) for combustible dust environments.
- Emergency stop systems and airflow monitoring for overpressure prevention.
- Enclosure Structure: Modular stainless steel panels with quick-release fasteners for easy cleaning and maintenance.
- Belt Material: Oil-resistant, anti-static, or FDA-approved rubber/PU belts.
- Dust Extraction: Optional integrated cyclone filters or baghouse connections (GB/T 6719 compliance).
- Drive System: Gearless or drum motors with variable frequency drives (VFD) for smooth starts/stops.
- Chemical Industry: Transporting carbon black, titanium dioxide, and toxic powders.
- Food & Pharma: Hygienic transfer of flour, sugar, tablets, and granules.
- Cement & Mining: Handling fly ash, clinker, and ore fines with minimal dust exposure.
- Recycling: Closed-loop conveying of plastic pellets or metal shavings.