





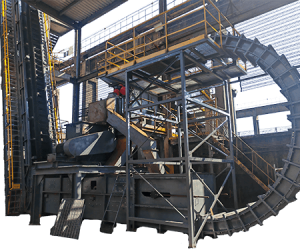




Gas-Tight Serpentine Drag Chain Conveyors
Fully sealed, multi-directional scraper conveyor for complex layout requirements.

Overview
The Gas-Tight Serpentine Drag Chain Conveyor revolutionizes material handling in spatially constrained and environmentally sensitive applications. Engineered for multi-directional flexibility within a single plane, this fully sealed system navigates complex layouts while maintaining zero leakage. Ideal for toxic, explosive, or hygroscopic materials, it serves industries like nuclear power, chemical processing, and high-precision electronics manufacturing.
Key Features
Design & Compliance
- Unrestricted Planar Flexibility
- Minimum bending radius: 1.5× chain pitch, enabling 360° loops, S-turns, or spiral paths within a horizontal plane.
- Modular design supports on-site reconfiguration without disassembly.
- Absolute Sealing Integrity
- IP69K-rated enclosure with double-lip seals and gas-purged joints (N₂/Ar optional).
- Leakage rate: <0.1% of conveyed volume under 5 kPa pressure differential.
- Harsh Environment Resilience
- Operational range: -40°C to +150°C (extendable to 300°C with ceramic-lined chains).
- Withstands 95% RH, pH 1–14 exposure, and explosive atmospheres (ATEX Zone 0/20 compliant).
| Parameter | Specification |
| Chain Type | Forged alloy steel with tungsten-carbide scrapers |
| Chain Pitch | 150–300 mm (custom pitches available) |
| Trough Width | 250–1,000 mm |
| Speed Range | 0.05–0.8 m/s (servo-controlled precision drive) |
| Pressure Resistance | -10 kPa to +15 kPa (vacuum/pressure dual-mode) |
| Power Requirements | 4–75 kW (regenerative braking for descent loads) |
| Material Compatibility | Particles ≤50 mm, powders, and slurries up to 40% solids |
- Seal Verification: Helium mass spectrometry testing guarantees <10^-6 mbar·L/s leak rates.
- Corrosion Protection: Multi-layer epoxy coating (500μm) or Hastelloy C-276 construction.
- Compliance: Meets GB/T standards for hermetic conveyors, ISO 14644-1 Class 8 cleanroom requirements, and SIL 2 safety certification.
- Nuclear Industry: Transporting radioactive waste or fuel pellets.
- Semiconductor Manufacturing: Ultra-clean transfer of wafers and photoresists.
- Pharmaceuticals: Contained handling of APIs and cytotoxic compounds.
- Food Processing: Hygienic conveyance of flavorings, additives, and allergen-free batches.
- Layout Adaptability: Ceiling-mounted, floor-embedded, or vertical "serpentine tower" configurations.
- Smart Monitoring: Embedded IoT sensors track chain wear (±0.1mm accuracy), seal integrity, and material cross-contamination risks.
- Specialized Chains: Non-sparking copper-beryllium alloys for explosive environments, FDA-grade stainless steel for food contact.
- Space Optimization: Reduces footprint by 60% vs. traditional conveyor networks.
- Zero Cross-Contamination: Dedicated material channels and CIP/SIP compatibility.
- Energy Recovery: Regenerative drives reclaim 18% of energy during downward slopes.
- Lifecycle Costs: 50,000-hour maintenance interval for chains under standard loads.
- Cleanroom Compatibility: Achieves ≤100 particles/ft³ (≥0.3μm) in controlled environments.
- Installation: Pre-commissioned plug-and-play modules reduce deployment time by 70%.
- Warranty: 3-year full coverage, including seal replacement and alignment recalibration.