





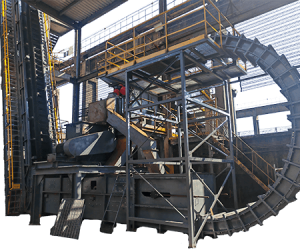




Pressure-Resistant Belt Conveyors
Explosion-proof conveyor with nitrogen/argon purge for hazardous materials, 90° tilt capability.

Overview
The Pressurized Belt Conveyor is a specialized solution designed for hazardous environments where flammable, explosive, or volatile materials must be transported safely. By integrating an inert gas (nitrogen/argon) sealing system, this conveyor eliminates oxygen exposure, mitigating combustion risks. Ideal for vertical or steep-angle operations (up to 90°), it serves industries such as chemical processing, mining, pharmaceuticals, and grain handling, ensuring compliance with strict safety regulations.
Key Features
Safety & Compliance
- Explosion-Proof Design
- Inert gas-filled enclosure (N₂ or Ar) maintains oxygen levels below combustion thresholds.
- Hermetically sealed structure prevents gas leakage, with internal pressure stabilized at 0.5–1.5 bar (adjustable).
- Vertical & Steep-Angle Capability
- Maximum incline: 90° (vertical), enabled by cleated or bucket-style belts for material retention.
- Load capacity: Up to 800 t/h depending on material density and incline angle.
- Hazardous Environment Compliance
- Operational temperature range: -25°C to +40°C (per GB/T standards).
- Certified for Zone 1/21 hazardous areas (explosive dust/gas atmospheres).
| Parameter | Specification |
| Belt Type | Fire-resistant, anti-static rubber with steel cord reinforcement |
| Belt Width | 600–1,600 mm |
| Belt Speed | 0.5–3.5 m/s (variable frequency drive control) |
| Vertical Lift Height | Up to 50 m (modular stacking available) |
| Gas System Pressure | 0.5–1.5 bar (monitored via real-time sensors) |
| Power Rating | 7.5–250 kW (explosion-proof motor options) |
| Frame Material | Stainless steel (SS316) or coated carbon steel |
- Gas Monitoring: Automated O₂ sensors trigger alarms if oxygen exceeds 5% (configurable threshold).
- Pressure Relief Valves: Auto-venting mechanism activates at 1.6 bar to prevent over-pressurization.
- Anti-Static Design: Conductive belts and grounded rollers dissipate static charges (<10⁶ Ω resistance).
- Compliance: Meets GB/T standards for pressurized equipment, ATEX directives (optional), and IECEx certifications.
- Chemical Industry: Transporting solvents, polymers, and reactive powders.
- Coal & Mining: Safe handling of methane-prone coal, sulfur, or combustible dusts.
- Food & Pharma: Oxygen-sensitive products like edible oils, active pharmaceutical ingredients (APIs).
- Waste Management: Processing flammable industrial waste or biomass.
- Gas Type: Nitrogen (standard) or argon for high-reactivity materials.
- Modular Design: Expandable length (10–100 m), Z-shaped or L-shaped layouts.
- Smart Integration: Remote pressure/temperature monitoring via SCADA systems.
- Material-Specific Upgrades: Abrasion-resistant liners, FDA-compliant belts, or high-temperature coatings (up to 120°C).
- Risk Mitigation: Zero ignition incidents reported in 15+ years of field deployment.
- Energy Efficiency: Regenerative braking systems recover 15% of energy during descent operations.
- Low Maintenance: Sealed bearings and gas-tight joints reduce service frequency by 40%.
- Lifecycle Support: 24/7 technical assistance, including gas system recalibration and belt replacement.
- Installation: Requires pre-commissioning gas purity tests and pressure stability checks.
- Delivery: 12–20 weeks (standard), expedited options available for urgent projects.