





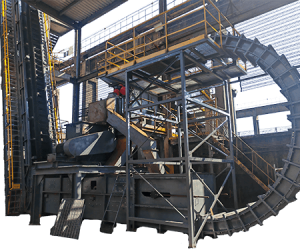




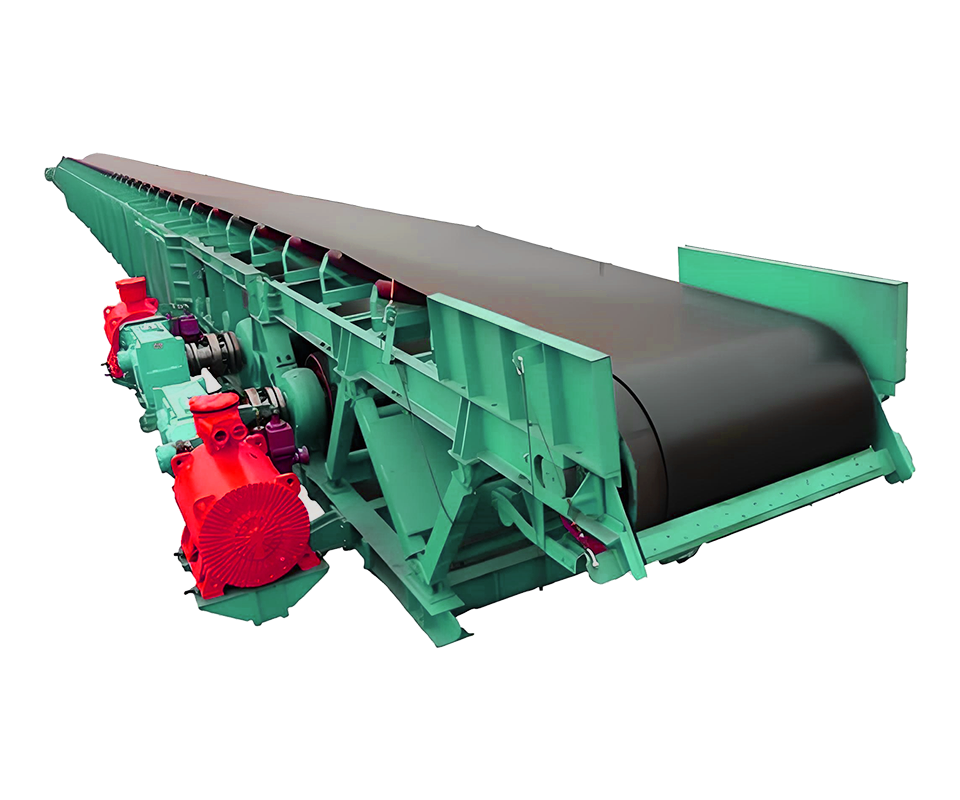
Serpentine Chain Bucket Conveyors
Multi-directional chain-driven bucket system for complex material handling scenarios.
Overview
The Serpentine Chain Bucket Conveyor revolutionizes vertical and planar material handling with its unique ability to bend freely within a single horizontal plane. Designed for spatially constrained and environmentally sensitive operations, this system combines Z-shaped elevation with serpentine routing, eliminating the need for multiple conveyors. Available in Pressure-Resistant (explosion-proof) and Hermetic (gas-tight) configurations, it serves industries requiring precision containment, such as battery material processing, pharmaceutical compounding, and hazardous chemical logistics.
Key Features
Design & Compliance
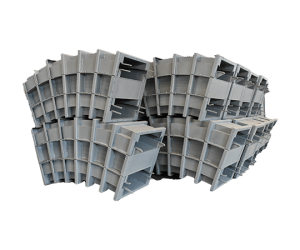
- Planar Flexibility
- Minimum bending radius: 2× bucket width, enabling 360° loops or S-curves.
- Modular design supports dynamic layout changes without disassembly.
- Dual Containment Modes
- Pressure-Resistant: Maintains 0.3–2.0 bar internal pressure (N₂/Ar purge) for combustible powders.
- Hermetic: Leakage rate <0.003 vol% (ISO 10648-2 Class 1 validated).
- Extreme Environment Resilience
- Operational range: -40°C to +250°C (high-temperature chains available for +600°C).
- Resists 95% RH, pH 0.5–13.5, and explosive dust atmospheres (Kst ≤300 bar·m/s).
| Parameter | Pressure-Resistant | Hermetic |
| Bucket Material | SS304/Hastelloy C-22 | SS316L/PTFE-coated |
| Bucket Capacity | 10–500 liters | 5–200 liters |
| Chain Speed | 0.1–1.2 m/s (VFD-controlled) | 0.05–0.6 m/s (servo-driven) |
| Pressure/Leak Rate | ±1.5 bar (adjustable) | <10⁻⁷ mbar·L/s (helium test) |
| Power Range | 7.5–150 kW (Ex d IIC T4) | 3.7–75 kW (IP69K) |
| Material Throughput | 20–800 t/h | 5–200 t/h |
- Explosion Protection: Pressure-resistant models feature flame-arresting buckets and quench valves (response time <5 ms).
- Cleanroom Compatibility: Hermetic version achieves ISO Class 3 standards with integrated ozone sterilization.
- Structural Integrity: Exceeds GB/T 10595 safety factors (2.5× design load) with ±1.5 mm/m alignment tolerance.
- Energy Storage: Contained transport of lithium-ion cathode/anode powders.
- Chemical Industry: Pyrophoric metal organics and peroxide handling.
- Food Grade: Hygienic elevation of powdered flavors and active enzymes.
- Waste Management: Toxic ash conveyance from incinerators.
- Smart Buckets: RFID-tagged for batch tracking and anti-counterfeiting.
- Special Chains: Non-sparking beryllium-copper or ceramic-coated links.
- Heating/Cooling: Liquid nitrogen-cooled buckets (-196°C) or induction-heated variants.
- Layouts: Multi-plane helix, ceiling-suspended, or pit-mounted designs.
- Space Optimization: Replaces 3–5 traditional conveyors, reducing footprint by 70%.
- Zero Cross-Contamination: Dedicated material channels with quick-clean buckets.
- Energy Recovery: Regenerative drives save 25% power during descending cycles.
- Smart Diagnostics: AI-powered wear prediction (accuracy >95%) for chains and seals.
- Gas Purity: 99.999% inert gas recovery in hermetic models.
- Certifications: ATEX Category 1D, IECEx, ISO 14644-1 Class 4.
- Warranty: 4-year structural warranty, 3-year seal guarantee.