





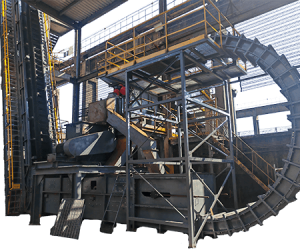




Ton Bag Unload-Feed-Conveying System

In modern industrial operations, the efficient and safe handling of bulk materials is paramount to maintaining productivity, ensuring product quality, and safeguarding personnel. As processes become more complex and the need for precise material dosing increases, relying on manual handling or outdated systems poses significant risks and limitations. Our Ton Bag Unloading-Feeding-Conveying Systems offer a state-of-the-art solution engineered to seamlessly integrate the discharge, controlled feeding, and reliable transport of dry bulk materials stored in Flexible Intermediate Bulk Containers (FIBCs), commonly known as ton bags or bulk bags.
Designed for industries where bulk powders, granules, or flakes are essential raw materials or intermediate products, such systems are critical links in the processing chain. From chemical manufacturing and mineral processing to food production, pharmaceuticals, and construction materials, handling bulk bags presents unique challenges related to dusting, flow control, safety, and ergonomics. Our systems are specifically developed to address these challenges head-on, providing a comprehensive, automated, and highly efficient method for transforming bulk bag contents into a precisely controlled material stream ready for downstream processing.
Engineered for Performance and Reliability
Drawing upon extensive experience in material handling and process engineering, our Ton Bag Unloading-Feeding-Conveying Systems are not merely collections of components but integrated solutions built for demanding industrial environments. Every system is engineered with an unwavering focus on durability, reliability, and consistent performance, ensuring minimal downtime and maximum throughput for your operations.
Key Features and Benefits:
-
Efficient and Safe Ton Bag Unloading:
-
The core of the system is a robust unloading station designed for the secure and controlled discharge of materials from standard FIBCs.
-
Features include sturdy support frames capable of handling loaded ton bags, often integrated with lifting mechanisms such as electric hoists to facilitate easy positioning and handling of bags.
-
Effective sealing mechanisms and interfaces minimize dust emissions during the discharge process, improving air quality, reducing material loss, and creating a safer working environment for operators.
-
Bag emptying aids, such as vibrators or massage units, can be incorporated to promote material flow and ensure complete discharge, particularly for materials prone to bridging or compacting.
-
-
Precise and Controlled Feeding:
-
Once discharged from the ton bag, the material enters a feeding mechanism designed to regulate the flow rate into the conveying system or subsequent process step.
-
Utilizing proven technologies like rotary valves, screw feeders, or vibratory feeders, the system ensures a consistent and accurate delivery of material, which is crucial for maintaining process stability and product quality, especially in dosing or batching applications.
-
Feeding rates can be easily adjusted and controlled, often integrated with process control systems for automated operation and optimized performance based on real-time demand.
-
-
Reliable Material Conveying:
-
The system incorporates highly reliable conveying technology to transport the material from the unloading and feeding points to the required destination.
-
Precision-engineered screw conveyors are a common component, offering enclosed, dust-free transport suitable for a wide range of dry bulk materials, including fine powders and granules. Their design minimizes material degradation and prevents segregation during transport.
-
The conveying path is tailored to the specific layout and distance requirements of your facility, ensuring efficient and seamless transfer of material within the processing plant.
-
-
Robust Construction and Material Quality:
-
Durability is built into every system. Components are constructed from high-quality materials selected based on the properties of the handled material and the operating environment.
-
For process-contact surfaces, materials such as high-grade stainless steel are extensively used. This ensures superior corrosion resistance, prevents product contamination, and facilitates easy cleaning, making the system suitable for sensitive applications in food, pharmaceutical, or chemical industries.
-
Structural components are built from heavy-duty steel, engineered with robust safety margins to withstand operational stresses, environmental loads such as wind and seismic forces, and the weight of fully loaded equipment.
-
-
Designed for Challenging Environments:
-
Our systems are engineered to perform reliably even in demanding locations. This includes design considerations for high altitudes, wide temperature ranges (from sub-zero to elevated temperatures), and areas subject to seismic activity.
-
Special attention is paid to the structural integrity and mechanical design to ensure stable and safe operation under these varied environmental conditions.
-
-
Superior Corrosion Protection:
-
Recognizing that industrial environments can be corrosive, the system features advanced surface treatment and protection.
-
External surfaces utilize multi-layer painting systems providing long-term resistance against atmospheric corrosion. Internal surfaces, especially those in contact with potentially corrosive bulk materials or located in humid areas, receive appropriate surface treatments such as pickling and passivation for stainless steel, or specialized internal coatings for carbon steel components where necessary. These treatments are selected to provide sustained protection and durability.
-
-
Comprehensive Safety Features:
-
Operator safety is a primary concern. Systems are designed with multiple safety interlocks, protective guarding around moving parts, and access points designed to minimize risk during operation and maintenance.
-
Dust collection interfaces are standard, allowing for integration with central dust collection systems to manage airborne particles effectively.
-
Lifting equipment is designed and integrated following relevant safety standards.
-
-
Integrated Control and Automation:
-
The system can be supplied with integrated instrumentation and control systems, providing sophisticated management of the unloading, feeding, and conveying processes.
-
Local control panels or stations offer convenient on-site operation, including start/stop functions, status indication (run, stop, fault), and potentially emergency stops. These panels are built to rigorous standards for environmental protection (e.g., IP54) and corrosion resistance.
-
The control architecture is designed for seamless integration into a plant's larger Distributed Control System (DCS) or Programmable Logic Controller (PLC) network, allowing for centralized monitoring, control, and data logging.
-
Instrumentation provides essential process data, such as material flow status, equipment operating parameters, and fault conditions.
-
-
Quality Manufacturing and Testing:
-
Manufacturing follows stringent international quality management standards, such as ISO 9001.
-
A comprehensive quality assurance and quality control program is implemented throughout the manufacturing process, from raw material inspection and certification through fabrication, welding (which adheres to strict procedures and undergoes specified non-destructive testing), machining, assembly, and final testing.
-
Factory testing protocols include material testing, dimensional checks, mechanical run tests, pressure or leak tests for relevant components, and often functional testing of sub-assemblies to verify performance before shipment.
-
-
Designed for Ease of Maintenance:
-
Accessibility for inspection, cleaning, and maintenance is carefully considered in the design. Components are arranged to allow relatively straightforward access for routine tasks.
-
Standardized components and readily available spare parts (including recommended lists for critical wear items and longer-term operation) contribute to lower maintenance costs and reduced downtime over the system's lifespan.
-
-
Compliance with Standards:
-
Our systems are designed and manufactured in compliance with relevant national and international standards applicable to bulk material handling equipment, pressure vessels (where applicable), structural steel, electrical systems, instrumentation, and safety. This ensures the system meets regulatory requirements and industry best practices worldwide.
-
-
Long Service Life and Warranty:
-
Major mechanical components are designed for an extended service life, reflecting our commitment to providing durable, long-term assets for your plant.
-
The system is backed by a substantial warranty period following successful commissioning or final acceptance, providing peace of mind and demonstrating confidence in the quality and reliability of our equipment.
-
Beyond the Equipment: A Complete Solution Partner
Choosing our Ton Bag Unloading-Feeding-Conveying System means partnering with a company experienced in delivering complex material handling solutions. We understand that each project has unique requirements. While this description provides a general overview, our engineering team works closely with clients to configure systems that precisely meet their material characteristics, throughput needs, and site constraints.
Our capabilities extend beyond manufacturing. We can provide comprehensive technical documentation, including detailed installation, operation, and maintenance manuals. We also offer site services, including technical guidance during installation and commissioning, performance testing support, and operator training to ensure your personnel are fully capable of operating and maintaining the system effectively.
Whether you need to unload quicklime, sodium carbonate, sodium hydroxide, or any other dry bulk material from ton bags, our engineered systems provide the safe, efficient, and reliable foundation your process requires.
Invest in a system that delivers unwavering performance, enhances operational safety, and contributes to the overall productivity and profitability of your plant. Our Ton Bag Unloading-Feeding-Conveying Systems represent the pinnacle of design, manufacturing quality, and application expertise in bulk material handling.