










The Er Tong Raw Coal Processing System is a technologically advanced solution designed for efficient, safe, and environmentally compliant coal handling. Engineered with proprietary bulk material handling technologies, this system prioritizes reliability, durability, and minimal human intervention, making it ideal for industrial applications such as waste heat boiler coal feeding.
Process Overview
1. Stage 1: Primary Handling
– Claw Loading: Raw coal is loaded into a sealed hopper via grab buckets.
– Air-Tight Feeders: Hermetically sealed chain plate feeders (B630, 15 kW) regulate material flow to the screening stage, ensuring dust-free operation and compatibility with explosion-proof standards (DIIBT4, IP55).
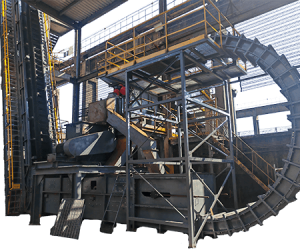
– Dual-Layer Shaftless Trommel Screen: Utilizing U.S.-derived technology, this screen segregates coal into three fractions: fine particles (≤20 mm), mid-sized lumps (20–100 mm), and oversized rejects (≥100 mm). Inner and outer screens are constructed from abrasion-resistant manganese steel (25 mm cold-drawn bars and 10 mm perforated plates).
2. Stage 2: Secondary Processing
– Path 1 (20–100 mm): Mid-sized coal is conveyed via inclined belt systems (B650, 11 kW) to crushers for size reduction, followed by magnetic separation to remove metallic contaminants. Processed material is elevated to storage silos using steeply inclined conveyors (75° incline, 37 kW).
– Path 2 (≤20 mm): Fine particles undergo direct weighing and magnetic purification before being transported to silos.
– Path 3 (≥100 mm): Oversized rejects are diverted to waste containers for disposal.
Key Components & Innovations
– Sealed Hopper & Platform: Fabricated from 12 mm manganese steel with anti-bridging design, equipped with radar level sensors and 600 mm maintenance walkways.
– Explosion-Proof Conveyors: All belt systems feature fully enclosed structures, anti-deviation mechanisms, and fire-resistant materials to minimize dust emissions and operational risks.
– Self-Cleaning Magnetic Separators: Permanent magnet units automatically remove ferrous debris, eliminating manual cleaning.
– Smart Control Systems: Integrated frequency converters enable real-time adjustments for optimal throughput. Remote monitoring interfaces and explosion-proof control panels (DIIBT4 rated) ensure operational safety and automation.
Sustainability & Safety
– Emission Control: Enclosed equipment and dust suppression technologies comply with stringent environmental regulations.
– Low-Maintenance Design: Robust construction (H-beam supports, wear-resistant liners) and modular components reduce downtime.
– Operator Safety: Compliance with ATEX directives, including explosion-resistant electrical systems, emergency stop mechanisms, and reinforced access platforms (1.2 m guardrails, galvanized grating).
Technical Specifications
– Capacity: ≥60 t/h (continuous operation).
– Power: Total installed power 178.2 kW, including crushers and auxiliaries.
– Material Traceability: Onboard belt scales provide real-time weight data for cost analytics and process optimization.
Er Tong’s system redefines raw coal processing through precision engineering, aligning with global standards for industrial safety and environmental stewardship. For customized solutions, contact our engineering team to explore how this system can enhance your operations.